

Pneumatic conveying systems

At RIECO, we bring over 50 years of expertise as a pneumatic conveying system manufacturer delivering engineered solutions for efficient and reliable bulk material movement. Our pneumatic conveying systems are designed using scientific principles, advanced powder testing, and a deep understanding of bulk material behaviour. Whether handling free-flowing powders or difficult, abrasive materials, our pneumatic conveyors ensure smooth, hygienic and contamination-free transfer using both positive and negative pressure conveying methods. We help industries achieve faster, automated, and more efficient material handling while maintaining safety, hygiene, and long-distance conveying performance. To fulfil elevated demands of the industry for extensive product capacities, greater product variability and major conveying distances, Rieco continually strive to develop innovative pneumatic vacuum conveying systems and components with a wide selection and range.
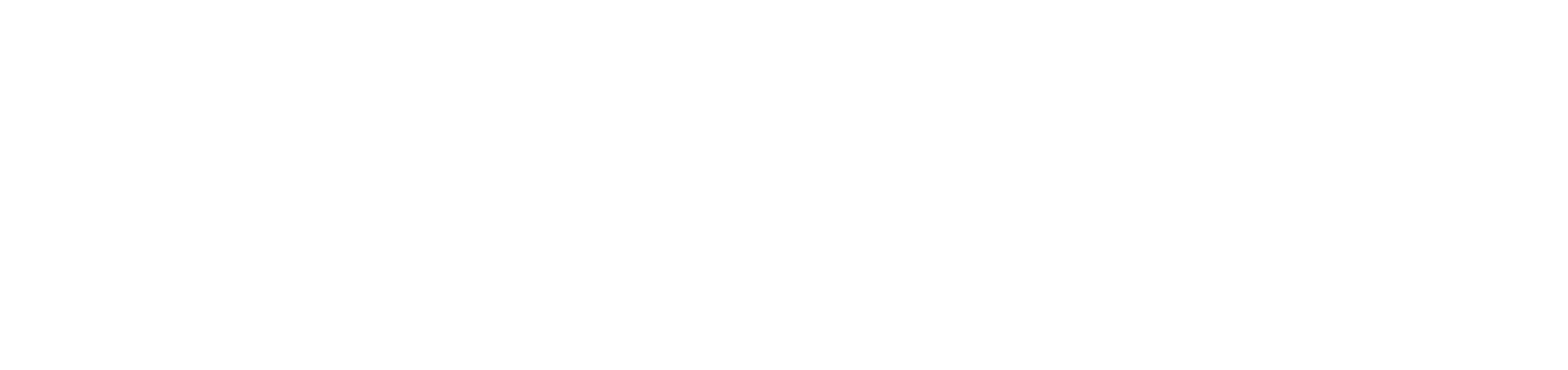
A pneumatic conveying system enables industries to move dry bulk solids and powders across short or long distances with high efficiency. These systems are ideal for transferring materials to single or multiple destinations without spillage, contamination, or manual handling. For plants with complex layouts or space constraints, a pneumatic conveyor provides a safe, enclosed, and maintenance-friendly alternative to mechanical conveying. It is convenient for huge volumes at a much faster rate and with critical layouts. Material handling systems are designed as per specifications and suitability of wide range of industries.
Industries handling hazardous, toxic, abrasive, or hygiene-sensitive materials rely on pneumatic conveying because it eliminates direct operator exposure and ensures a closed, dust-free environment. RIECO’s systems help maintain compliance with stringent hygiene and safety standards while simplifying plant operations.
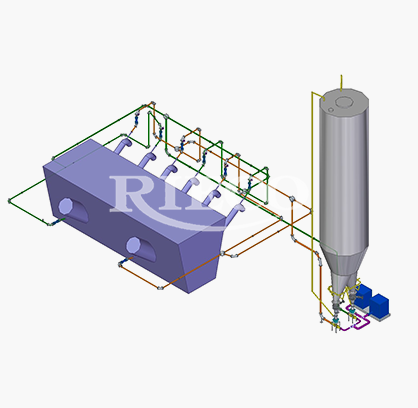
With nearly five decades of engineering excellence, RIECO has become one of India’s most trusted names in pneumatic conveying systems. We design and manufacture both dilute phase and dense phase conveying systems tailored to each customer’s material characteristics and process requirements. Our turnkey pneumatic conveying solutions are widely used across Chemicals, Plastics, Food, Metals, Cement, Fertilizers, Steel, and more. Backed by continuous R&D, in-house testing labs, and deep material knowledge, we deliver optimized pneumatic conveyors that reduce downtime, lower operational cost, and improve plant performance.
Our material handling solutions include a complete range of pneumatic conveyors, from vacuum conveying and pressure conveying to dense and dilute phase systems. Each system is equipped with advanced controls, high-quality components, and proven technologies that ensure efficient material flow throughout the conveying line.
We offer:
- Vacuum conveying systems
- Dense phase and dilute phase pneumatic conveying
- Long-distance conveying lines
- Hygienic conveying for food and pharma
- Automated feeding and unloading systems
Applications of our Pneumatic Conveying Systems
- From individual components to fully engineered systems, RIECO designs and manufactures pneumatic conveying solutions for small and large-scale bulk material handling needs.
- We specialise in conveying challenging materials such as explosives, abrasives, toxic chemicals, carcinogens, and hazardous powders, ensuring safe, human-touch-free operation.
- Our pneumatic conveying systems meet ATEX safety requirements and are used across applications that demand reliability, hygiene, and safe material transfer.
- We offer complete system engineering, powder characterization, in-house manufacturing of critical components, spare parts support, and on-site field services for end-to-end project execution.
- Our experience enables us to design highly reliable pneumatic conveyors for abrasive, sticky, hygroscopic, attrition-sensitive, and fragile products—materials that demand precise handling.
- We deliver cost-effective and energy-efficient conveying solutions capable of handling large volumes of bulk materials over long distances with minimal maintenance.
- Every RIECO pneumatic conveying system includes robust automation and custom supervisory controls for optimised performance across the entire conveying line.
- Our integrated systems include bag emptying machines, dump stations, feeders, rotary valves, diverters, powder transfer systems, jumbo bag unloading units, and slide gates—ensuring seamless plant integration.
- We supply ATEX- and CE-certified conveying systems designed to meet stringent hygiene standards and regulatory validation for food, pharmaceutical, and speciality chemical industries.














Why Rieco?
in your process challenges.
Global Presence
We’re there for you


we are happy to answer