

VOC’s and Odour Removal Systems
Volatile Organic Compounds (VOCs) are more than an industrial challenge; they are a global environmental concern. Released in various production processes that use organic substances, VOCs have become one of the most significant environmental problems that many industries face today. The damage is acute, as the global warming potential generated by VOC emissions is 12 times higher than that produced by CO2. Addressing this complex issue requires state-of-the-art technology and a forward-thinking approach.
Tackling VOCs and Odors – Our Advanced Solutions:
- Oxidizers: Efficiently breaks down pollutants, turning them into harmless water vapor and CO2.
- Filters: Specially designed to trap and reduce VOCs from emitted gases.
- Scrubbers: Utilizes liquids or solid materials to "clean" or "scrub" exhaust streams off unwanted gases.
- Adsorption Systems: A process where VOCs are captured and held on the surface of materials, typically activated carbon.
- DeNOx Systems: Targeted at reducing nitrogen oxide emissions, a significant contributor to smog and acid rain.
- Energy Efficiency Systems: Maximizing output while minimizing energy consumption, ensuring a sustainable solution.
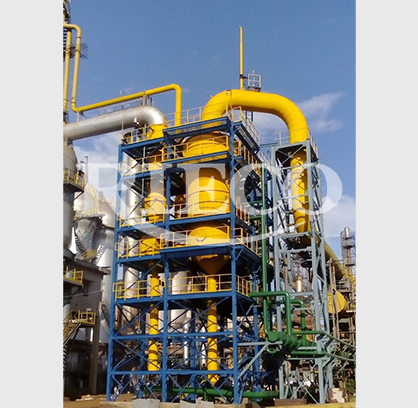
Rieco and Tecam have joined forces to bring you the Regenerative Thermal Oxidizers (RTO), designed for efficient VOC removal. The RTO works on the principle of thermal oxidation, decomposing hazardous gases at high temperatures, and releasing them harmlessly into the atmosphere.
A distinctive feature of our RTOs is the specially designed ceramic bed, preheated from a previous oxidation cycle to partially oxidize the input gases. These preheated gases then enter a combustion chamber, heated by an external fuel source, reaching the target oxidation temperature in the range of 760 °C, sometimes as high as 1,100 °C for maximum destruction.
RIECO-TECAM RTOs are versatile, extremely efficient, with thermal efficiency reaching 95%. Regularly used for abating solvent fumes, odors, and more across various industries, these systems can be designed for a range of volumes, medium to high solvent concentrations, and are suitable for a wide array of solvents.
Behind each system is a meticulous process of analysis and engineering, ensuring that what you receive is 100% tailored to your needs. With a harmonious blend of top-notch components, software, and design, our RTO systems stand for maximum performance and durability.
Technical specifications-
- Maximum solvent concentration: 11,000 mg/Nm3
- Solvent concentration for auto-thermal operation: 1.3-1.7 g/ Nm3.
- Operating temperature of the RTO equipment is above 750 Deg C & it can reach upto 1100 Deg C for some of the applications
- Ceramic media has a long life
- Internal isolation for energy saving & thermal efficiency is > 98%
- Durable Design: High-quality finishes that enhance durability and lifespan.
- Customizable Materials: Adaptability in materials in line with atmospheric criteria and specific customer requirements.
- Top-notch Components: Sourced from internationally acclaimed suppliers and partners known for their unparalleled reliability.
- Cold Testing: All units are cold-tested at our assembly facilities, significantly reducing issues and unforeseen incidents during on-site assembly.
- Proprietary Software: Fully integrated proprietary software for seamless operations.
- Remote Monitoring: Online remote monitoring system for swift intervention during breakdowns, ensuring minimal downtime.
- High-Efficiency Valves: Specialized valves that guarantee a 99.9% hermetic seal.
- Cost-Efficiency: Noteworthy for its low operational and maintenance cost.
- Prompt Support: Rapid supply and exemplary customer service to meet all your needs.
- Unmatched Adaptability: Levels of adaptability and service that are quintessentially Tecam.
- Versatility in Air Flows: Suitable for small, medium, and large air flows, making it adaptable to various industrial needs.
- Emission Treatment: Capable of treating a wide range of VOC emissions.
- High Thermal Efficiency: Optimized for maximum thermal efficiency, ensuring energy conservation.
- Zero Waste: The system does not generate any waste, emphasizing its environmental-friendly nature.
- Heat Recovery: The capability to recover heat generated for use in external processes, enhancing energy efficiency.
With these state-of-the-art features, Rieco-Tecam RTOs stand at the forefront of environmental technology, offering a sustainable and efficient solution to the urgent challenge of VOC emissions.
Why Rieco?
in your process challenges.









Global Presence
We’re there for you


we are happy to answer